1.弯管机启动前应检查
油箱内是否加满液压油?
液压油容量是否达到标准位置?
液压站是水冷的还是风冷的?
水冷制冷需要接水管,风冷不需要接水管,但是需要检查风冷电机是否能正常启动?
风扇运转吗?
油口是否松动?
油路接口处是否有漏油现象?
各滑块导轨润滑油加注点是否缺油?
各机械运动机构连接点或螺丝是否松动?
防触摸装置是否有效可靠?
2、再次启动弯管机液压油站系统,是否有噪音?
电机运转方向是否正确?如果不正确,则需要电工调整三相电源的接线顺序。
液压系统油压是否在正常范围内?油压过高会损坏液压元件。液压系统油压过低,弯管机将无法正常工作。
3、根据产品的图纸要求,选择合适直径、长度的管材,先在操作屏幕上设置好各个弯曲参数、弯曲角度参数。
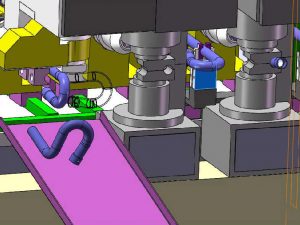
4、然后根据图纸调整弯管机上各模具、辅助推杆的机械位置、长度、角度等位置。
5、根据送料拖板的行程,调整限位开关的位置,并调整各导轨的紧固螺栓,使其能压紧预弯管材。
6、根据图纸上的参数,调整夹紧模具的气缸,将预弯的管子压紧。
7、预弯管调整好各模具及辅推夹具的合适位置后,即可进行试弯的具体操作。踩上脚踏开关,操作机器进行弯曲作业。
8、弯管过程中出现异常现象时,请按急停按钮停止操作,分析故障原因,直至管件能够正常弯制后,再进行下一步操作。或者经检查弯管机存在安全隐患,或者系统本身存在故障,需要请厂家上门维修。
9、试弯完成后,检查产品是否满足图纸规定的要求,若满足图纸规定的要求,则试弯成功,可进行下一阶段的工作。